一种无缝粘合喷点胶内衣内裤及其点胶喷胶工艺
文章来源: www.gdxiangao.com 作者: 翔奥胶业 编辑时间: 2019年06月29日 11时37分34秒
技术背景:
虽然无缝内衣得概念在很早的时候就被提出,但长久以来并没有引起用户的强烈反响。今年来,随着人民生活水平的提高、对个人健康的关注程度也越来越高。用户对内衣的要求也越来越高,从最初的遮掩作用到后来对个性美感哪怕是最细微的差异的执拗追求;从初期对内衣一味追求塑身、丰胸等效果,到现在的在此基础上增加的“健康、舒适”体验的要求。因此,就要求内衣在原有功能的基础上,要进一步满足用户健康、自然的使用需求,同时,满足现在社会化生产的生产效率需求。

技术实现要素:
为了解决上述现有技术存在的问题,本文章提供一种无缝粘合点胶内衣及其点胶工艺。
本文章通过以下技术方案来实现上述目的:
一种无缝粘合点胶内衣,包括内衣主体、上衣片、下衣片,所述内衣主体外侧为所述上衣片,所述内衣主体内侧为所述下衣片,所述上衣片与所述下衣片之间设置有两个透气棉碗,两个所述透气棉碗之间设置有中柱,所述中柱下侧设置有下片,所述下片两侧设置有侧片,所述中柱上侧设置有悬挂片,所述悬挂片上侧设置有吊带连接片,所述上衣片与所述下衣片通过粘合胶点相连接,所述侧片两端底角设置有底角紧固胶点,所述中柱顶部设置有中柱上胶点,所述中柱下部设置有中柱下胶点,所述侧片与所述悬挂片相接处设置有侧角紧固胶点,所述悬挂片顶部设置有吊带上胶点和吊带下胶点。
无缝粘合内衣点胶工艺,包括以下步骤:1)准备两块匹配的所述上衣片和所述下衣片,在上衣片上描画所述透气棉碗处的轮廓线,并对应放好;2)完成所述中柱下胶点的点胶工作,并沿画好的轮廓线完成所述侧片和所述下片的点胶工作;3)完成所述中柱上胶点的点胶工作,并将所述透气棉碗放入;4)沿画好的轮廓线自所述中柱处向外侧完成所述悬挂片区域内的点胶工作;5)沿外轮廓对内衣进行裁剪;6)着重对所述底角紧固胶点、所述侧角紧固胶点、所述吊带下胶点以及所述吊带上胶点进行圆角矩形点胶工作
为了进一步增强无缝粘合内衣的功能,所述透气棉碗无固定的嵌在所述上衣片与所述下衣片之间,所述上衣片与所述下衣片粘合后形成所述中柱。
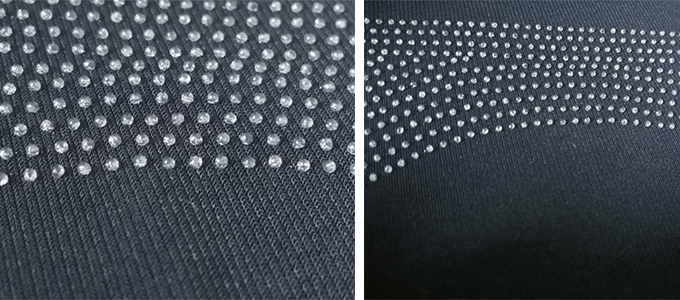
为了进一步增强无缝粘合内衣的功能,两侧所述侧片区域的所述粘合胶点沿区域形状稠密均匀分布,上部所述悬挂片上的所述粘合胶点沾满所述悬挂片区域,布置密度较所述侧片区域的密度低,所述下片上的所述粘合胶点沿区域边界线稀疏布置。
为了进一步增强无缝粘合内衣的功能,所述吊带上胶点和所述吊带下胶点为占满横向的圆角矩形,所述吊带连接片上仅布置所述吊带上胶点和所述吊带下胶点。
为了进一步增强无缝粘合内衣的功能,所述中柱上胶点和所述中柱下胶点为占满横向的圆角矩形。
为了进一步优化所述无缝粘合内衣点胶工艺的点胶工艺,进行所述侧片和所述下片的点胶工作时,由内向外逐层点胶。
为了进一步优化所述无缝粘合内衣点胶工艺的点胶工艺,所述中柱下胶点和所述中柱上胶点的胶点长度应为10mm-15mm,所述底角紧固胶点、所述侧角紧固胶点为相接的两段胶点,每段胶点长度应为8mm-12mm,所述吊带下胶点的胶点长度应为10mm-15mm,所述吊带上胶点的长度应为5mm-10mm。
本文章的有益效果在于:采用分片布置密度,使得内衣在保证粘结牢固度的同时不增加质量,从而保证穿戴舒适性;采用无缝点胶技术工艺,不仅保留材料的弹性,而且有效的增加了内衣的透气性;采用点胶工艺,可以保持材料的原本外形,减少内衣对身体的压迫。
附图说明
下面结合附图和实施例对本文章进一步说明。
图1是本文章所述一种无缝粘合点胶内衣的结构示意图;

图2是本文章所述一种无缝粘合点胶内衣的衣片结构示意图;
图3是本文章所述一种无缝粘合点胶内衣的截面结构示意图。
1、内衣主体;101、中柱;102、侧片;103、悬挂片;104、吊带连接片;105、下片;2、透气棉碗;3、粘合胶点;301、底角紧固胶点;302、中柱下胶点;303、侧角紧固胶点;304、中柱上胶点;305、吊带上胶点;306、吊带下胶点;4、上衣片;5、下衣片。
具体实施方式
如图1-图3所示,一种无缝粘合点胶内衣,包括内衣主体1、上衣片4、下衣片5,内衣主体1外侧为上衣片4,内衣主体1内侧为下衣片5,上衣片4与下衣片5之间设置有两个透气棉碗2,两个透气棉碗2之间设置有中柱101,中柱101下侧设置有下片105,下片105两侧设置有侧片102,中柱101上侧设置有悬挂片103,悬挂片103上侧设置有吊带连接片104,上衣片4与下衣片5通过粘合胶点相连接,侧片102两端底角设置有底角紧固胶点301,中柱101顶部设置有中柱上胶点304,中柱101下部设置有中柱下胶点302,侧片102与悬挂片103相接处设置有侧角紧固胶点303,悬挂片103顶部设置有吊带上胶点305和吊带下胶点306。
无缝粘合内衣点胶工艺,包括以下步骤:1)准备两块匹配的上衣片4和下衣片5,在上衣片4上描画透气棉碗2处的轮廓线,并对应放好;2)完成中柱下胶点302的点胶工作,并沿画好的轮廓线完成侧片102和下片105的点胶工作;3)完成中柱上胶点304的点胶工作,并将透气棉碗2放入;4)沿画好的轮廓线自中柱101处向外侧完成悬挂片103区域内的点胶工作;5)沿外轮廓对内衣进行裁剪;6)着重对底角紧固胶点301、侧角紧固胶点303、吊带下胶点306以及吊带上胶点305进行圆角矩形点胶工作
在本实施例中,透气棉碗2无固定的嵌在上衣片4与下衣片5之间,上衣片4与下衣片5粘合后形成中柱101,两侧侧片102区域的粘合胶点沿区域形状稠密均匀分布,上部悬挂片103上的粘合胶点沾满悬挂片103区域,布置密度较侧片102区域的密度低,下片105上的粘合胶点沿区域边界线稀疏布置,吊带上胶点305和吊带下胶点306为占满横向的圆角矩形,吊带连接片104上仅布置吊带上胶点305和吊带下胶点306。
在本实施例中,中柱上胶点304和中柱下胶点302为占满横向的圆角矩形,进行侧片102和下片105的点胶工作时,由内向外逐层点胶,中柱下胶点302和中柱上胶点304的胶点长度应为12mm,底角紧固胶点301、侧角紧固胶点303为相接的两段胶点,每段胶点长度应为10mm,吊带下胶点306的胶点长度应为13mm,吊带上胶点305的长度应为8mm。
以上显示和描述了本文章的基本原理、主要特征和本文章的优点。本行业的技术人员应该了解,本文章不受上述实施例的限制,上述实施例和说明书中描述的只是说明本文章的原理,在不脱离本文章精神和范围的前提下,本文章还会有各种变化和改进,这些变化和改进都落入要求保护的本文章范围内。技术特征:
1.一种无缝粘合点胶内衣,包括内衣主体、上衣片、下衣片,其特征在于:所述内衣主体外侧为上衣片,所述内衣主体内侧为下衣片,所述上衣片与下衣片之间设置有两个透气棉碗,两个所述透气棉碗之间设置有中柱,所述中柱下侧设置有下片,所述下片两侧设置有侧片,所述中柱上侧设置有悬挂片,所述悬挂片上侧设置有吊带连接片,所述上衣片与所述下衣片通过粘合胶点相连接,所述侧片两端底角设置有底角紧固胶点,所述中柱顶部设置有中柱上胶点,所述中柱下部设置有中柱下胶点,所述侧片与所述悬挂片相接处设置有侧角紧固胶点,所述悬挂片顶部设置有吊带上胶点和吊带下胶点。
2.根据权利要求1所述的一种无缝粘合点胶内衣,其特征在于:所述透气棉碗无固定的嵌在所述上衣片与所述下衣片之间,所述上衣片与下衣片粘合后形成所述中柱。
3.根据权利要求1所述的一种无缝粘合点胶内衣,其特征在于:两侧所述侧片区域的所述粘合胶点沿区域形状稠密均匀分布,上部所述悬挂片上的所述粘合胶点沾满所述悬挂片区域,布置密度较所述侧片区域的密度低,所述下片上的所述粘合胶点沿区域边界线稀疏布置。
4.根据权利要求1所述的一种无缝粘合点胶内衣,其特征在于:所述吊带上胶点和吊带下胶点为占满横向的圆角矩形,所述吊带连接片上仅布置吊带上胶点和吊带下胶点。
5.根据权利要求1所述的一种无缝粘合点胶内衣,其特征在于:所述中柱上胶点和所述中柱下胶点为占满横向的圆角矩形。
6.一种无缝粘合内衣点胶工艺,其特征在于: 包括以下步骤: 1)准备两块匹配的所述上衣片和所述下衣片,在上衣片上描画所述透气棉碗处的轮廓线,并对应放好; 2)完成所述中柱下胶点的点胶工作,并沿画好的轮廓线完成所述侧片和所述下片的点胶工作; 3)完成所述中柱上胶点的点胶工作,并将所述透气棉碗放入; 4)沿画好的轮廓线自所述中柱处向外侧完成所述悬挂片区域内的点胶工作; 5)沿外轮廓对内衣进行裁剪; 6)着重对所述底角紧固胶点、所述侧角紧固胶点、所述吊带下胶点以及所述吊带上胶点进行圆角矩形点胶工作。
7.根据权利要求6所述的一种无缝粘合内衣点胶工艺,其特征在于:进行所述侧片和所述下片的点胶工作时,由内向外逐层点胶。
8.根据权利要求6所述的一种无缝粘合内衣点胶工艺,其特征在于:所述中柱下胶点和所述中柱上胶点的胶点长度应为10mm-15mm,所述底角紧固胶点、所述侧角紧固胶点为相接的两段胶点,每段胶点长度应为8mm-12mm,所述吊带下胶点的胶点长度应为10mm-15mm,所述吊带上胶点的长度应为5mm-10mm。
技术总结
本文章公开了一种无缝粘合点胶内衣,包括内衣主体、上衣片、下衣片,内衣主体外侧为上衣片,内衣主体内侧为下衣片,上衣片与下衣片之间设置有两个透气棉碗,两个透气棉碗之间设置有中柱,中柱下侧设置有下片,下片两侧设置有侧片,中柱上侧设置有悬挂片,悬挂片上侧设置有吊带连接片,上衣片与下衣片通过粘合胶点相连接,侧片两端底角设置有底角紧固胶点,中柱顶部设置有中柱上胶点,中柱下部设置有中柱下胶点,侧片与悬挂片相接处设置有侧角紧固胶点,悬挂片顶部设置有吊带上胶点和吊带下胶点。本文章的有益效果在于:采用无缝点胶技术工艺,不仅保留材料的弹性,而且有效的增加了内衣的透气性,并且可以减少内衣对身体的压迫。文章来源网络,翔奥胶业整理,如有侵权,请联系删除。
内衣PUR热熔胶,内衣胶水的相关推荐:
内衣内裤喷胶胶水-点胶胶水
无痕无缝内衣裤PUR热熔胶水孔胶-pur2356
无痕无缝内衣裤PUR热熔胶水的好处及优势介绍
内衣热熔胶
